Defects In Sheet Metal Stamping Process

Dissecting Defects Part I

Die Casting Process Defects Design It Cast Metal Workshop Diecast

3 Ways To Predict Cracking And Splitting During Sheet Metal Forming Wiley Metal

Problems In Sheet Metal Forming Download Scientific Diagram

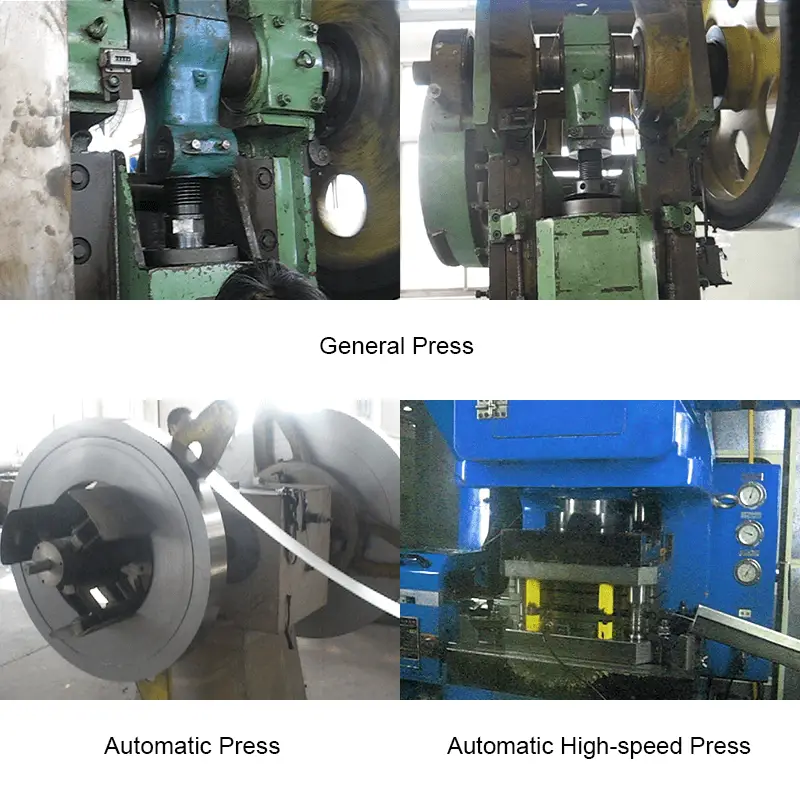
What Is Metal Stamping Atlantic Tooling Fabricating Company

Metalcuttingdie If You Are Interested In Our Products Just Leave Your Email For Inquiry We Have Factory Price Metal Processing Metal Stamping Hole Punch

Metals during fabrication and service.
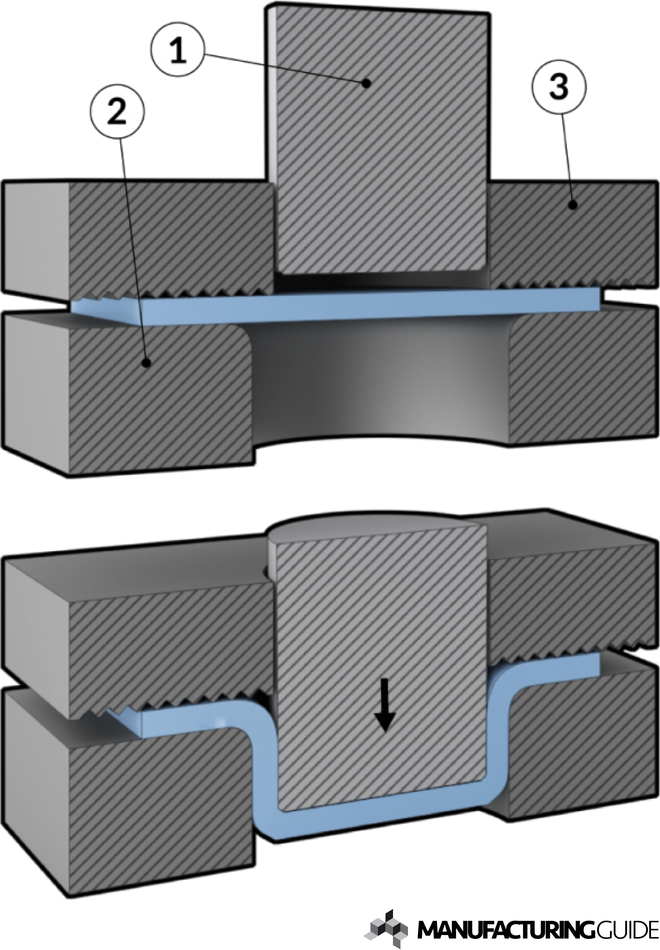
Defects in sheet metal stamping process.

Die Science Step By Step Troubleshooting Of Stamping Dies Part I

Injection Molding Mold Exploded View Injection Moulding Process Molding Injections
Metal Stamping And Die Design The Definitive Guide Machinemfg

Cold Forging Progressive Stamping Understanding Its Advantages And Applications

This Serial Stamping Parts Are Used On Motorcycle And Exported To Usa The Material Is 6 0mm Sphc And Need To Be Fine Polished Sheet Metal Fabrication Metal Stamping Sheet Metal
Stretch Forming Find Suppliers Processes Material
What Is Metal Stamping Esi Engineering

Antique Stamp Enamel Marker 4 Pack Metal Stamped Gifts Hand Stamped Jewelry Friendship Bracelets With Beads

10 Hot Stamping Hss Faqs

Protecting Metal Stamping Dies

Hot Metal Stamping Vs Cold Metal Stamping Fairlawn Tool Inc

Pin On Nonstandard Metal Processing

Thermoforming Process Plastic Moulding Vacuums Vacuum Forming

Metal Blanking Process By Advantage Fabricated Metals
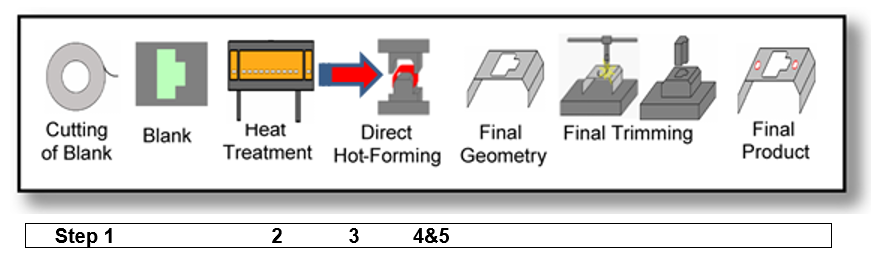
Hot Forming Process Direct And Indirect Ahss Insights

Pin On Bracket

Shrinkage Defect Trouble Shooting Plastic Injection Molding Plastic Injection Injection Moulding

Rapid Tooling Manufactures Complex Shapes With Little Effort Without Stressing The Time Or Cost Http Goo Gl Pkbasx Injection Moulding Molding Injections
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcruj8fwwvr2651j0vqx L4mceiwst0luhzetxyurjya0lribajs Usqp Cau

Pmc Metal Stamping Services

Cold Roll Forming Machine For Floor Deck Metal Drawing Machine Design Roll Forming

Isolation Fence Metal Galvanized Connecting Pieces Process Blanking Stamping Bending Galvanizing Nonstandardmetalproce Metal Processing Metal Galvanized

Internal Void Defect Trouble Shooting

Cnc Technology In China The Choice Of Cnc Turning Parts The Factory Is Mainly Engaged In The Production And Processing Of Prec
Source : pinterest.com
